Artykuł sponsorowany
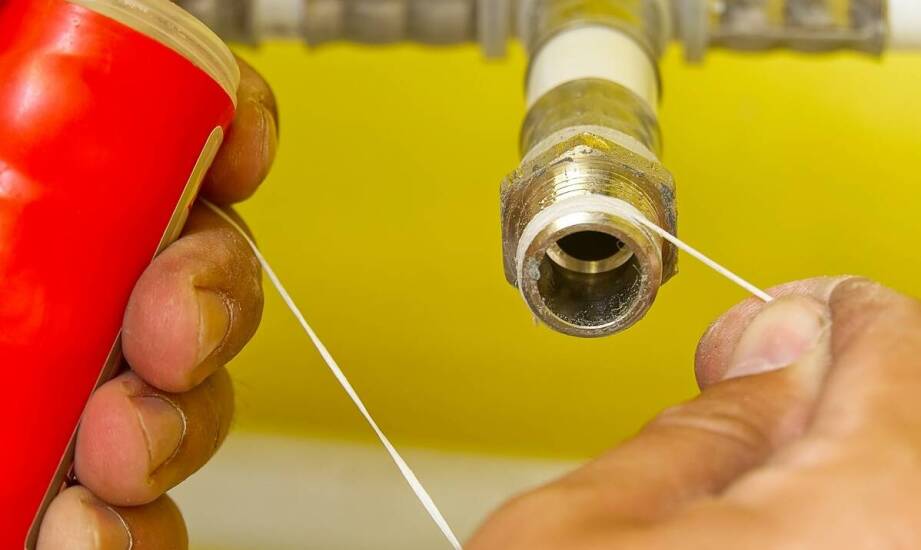
Obróbka gwintów – metody, narzędzia i zastosowania w przemyśle
- Kluczowe metody obróbki gwintów i kiedy je stosować
- Narzędzia do obróbki gwintów i ich dobór
- Obróbka CNC gwintów: precyzja, powtarzalność i efektywność
- Metody ubytkowe a metody plastyczne – wpływ na jakość i trwałość
- Gwinty wewnętrzne i zewnętrzne – różnice w podejściu technologicznym
- Parametry procesu i kontrola jakości – praktyczne wskazówki
- Zastosowania przemysłowe: od motoryzacji po energetykę
- Jak wybrać optymalną technologię gwintowania w firmie produkcyjnej
- Wsparcie technologiczne i narzędzia dla przemysłu
- Najczęstsze błędy i jak ich uniknąć
Obróbka gwintów decyduje o niezawodności połączeń śrubowych, szczelności złączy i powtarzalności montażu. Najszybciej: gwinty wykonuje się metodami ubytkowymi (nacinanie: toczenie, frezowanie, gwintowanie gwintownikami/narzynkami) oraz plastycznymi (walcowanie, wygniatanie). Wybór technologii zależy od materiału, wymaganej wytrzymałości, tolerancji i skali produkcji. Poniżej znajdziesz kompletne omówienie metod, narzędzi, doboru parametrów i typowych zastosowań w przemyśle B2B.
Kluczowe metody obróbki gwintów i kiedy je stosować
Toczenie gwintów to nacinanie profilu narzędziem jednopunktowym na tokarkach konwencjonalnych i CNC. Sprawdza się przy elementach o dużej średnicy, nietypowych skokach oraz krótkich seriach prototypowych. Daje wysoką kontrolę profilu i średnicy podziałowej, a na CNC zapewnia doskonałą powtarzalność i możliwość korekt kompensacyjnych.
Frezowanie gwintów realizuje się frezami do gwintów (monolitycznymi lub składanymi). Metoda jest uniwersalna – jednym narzędziem można wykonać różne średnice i skoki, w tym gwinty ślepe i przelotowe, wewnętrzne i zewnętrzne. Frezowanie minimalizuje ryzyko zakleszczenia wióra, poprawia jakość powierzchni i bywa najszybsze w materiałach trudnoskrawalnych.
Walcowanie gwintów to plastyczne formowanie profilu przy użyciu rolek/wałków. Nie powstaje wiór, struktura włókien materiału układa się wzdłuż zarysu gwintu, co zwiększa nośność i odporność zmęczeniową połączenia. Metoda wymaga odpowiedniej plastyczności materiału i precyzyjnego przygotowania średnicy podwalcowej.
Wygniatanie gwintów (gwintowniki wygniatające) formuje gwint wewnętrzny poprzez wypieranie materiału. Brak rowków wiórowych poprawia wytrzymałość rdzenia śruby, a proces jest szybki i czysty. Konieczny jest właściwy smar oraz otwór przygotowawczy większy niż przy nacinaniu, zgodny z tabelami producenta narzędzia.
W skrócie: frezowanie jest najbardziej elastyczne, toczenie daje kontrolę przy dużych średnicach i nietypach, walcowanie/wygniatanie podnosi wytrzymałość i produktywność w seriach, a gwintowniki/narzynki pozostają ekonomiczne w utrzymaniu ruchu i małych partiach.
Narzędzia do obróbki gwintów i ich dobór
Gwintowniki skrawające służą do gwintów wewnętrznych. Dobiera się je pod typ gwintu (M, UNC/UNF, G, NPT, trapezowe), materiał (stal węglowa, nierdzewna, żeliwo, aluminium, tytan, stopy Ni) oraz geometrię rowków i powłokę. Wersje maszynowe współpracują z kompensacyjnymi oprawkami do gwintowania.
Gwintowniki wygniatające (bez nacinania) wymagają większego otworu wstępnego i stosowania smarów o wysokiej zdolności filmotwórczej. Zapewniają gładką powierzchnię, wysoką powtarzalność i brak wiórów – idealne do automatyzacji i otworów ślepych.
Narzynki używa się do gwintów zewnętrznych na prętach i wałkach, przeważnie w pracach warsztatowych, prototypach i krótkich seriach. W produkcji seryjnej częściej zastępuje je toczenie lub walcowanie.
Frezy do gwintów (walcowo-czołowe, tarczowe, profilowe) pozwalają jednym narzędziem wytwarzać wiele rozmiarów w szerokim zakresie skoków. Wersje VHM i z płytkami wymiennymi dobiera się pod materiał i strategię (helical interpolation, multi-tooth, peel tapping).
Głowice do walcowania i rolki wybiera się według profilu gwintu, zakresu średnic i twardości materiału. Wysoka jakość rolek oraz stabilna maszyna decydują o żywotności i klasie dokładności.
Obróbka CNC gwintów: precyzja, powtarzalność i efektywność
Obróbka CNC gwintów umożliwia ścisłą kontrolę tolerancji, automatyczne korekty i integrację pomiarów w trakcie procesu. Toczenie gwintu na CNC z synchronizacją wrzeciona eliminuje błędy skoku, a frezowanie toru helikalnego skraca czas cyklu w seriach mieszanych. Z punktu widzenia kosztów: jedna maszyna obsługuje różne gwinty bez konieczności dedykowanych narzędzi dla każdego rozmiaru.
Dla materiałów trudnych (Inconel, duplex, tytan) parametry ustala się konserwatywnie: mniejsza głębokość wejścia na przejście, wydajne chłodzenie przez narzędzie, powłoki PVD o wysokiej odporności cieplnej oraz strategie odciążające krawędź (np. naddatek na wykończenie i przejścia wykańczające). Systemowe biblioteki narzędzi i cykle CAM zmniejszają ryzyko kolizji i skracają rozruch.
Metody ubytkowe a metody plastyczne – wpływ na jakość i trwałość
Metoda ubytkowa (nacinanie) usuwa materiał, oferując elastyczność geometrii i łatwość korekty. Daje dobrą chropowatość i dokładność klasy średniej do wysokiej, szczególnie na CNC. Jest uniwersalna w prototypach, małych i średnich seriach, oraz tam, gdzie wymagane są gwinty specjalne.
Metoda plastyczna (walcowanie, wygniatanie) nie generuje wiórów i wzmacnia zarys gwintu poprzez zagęszczenie i korzystne ułożenie włókien. W efekcie rośnie nośność, odporność zmęczeniowa oraz szczelność połączenia. Ta technologia jest preferowana w wysokoseryjnej produkcji elementów złącznych i komponentów narażonych na zmienne obciążenia.
Gwinty wewnętrzne i zewnętrzne – różnice w podejściu technologicznym
Dla gwintów wewnętrznych kluczowy jest otwór przygotowawczy i stabilność wióra: przy nacinaniu stosuje się rozpinanie wióra i chłodzenie przez narzędzie; przy wygniataniu – odpowiednie smarowanie i kontrolę średnicy wstępnej. W otworach ślepych dobiera się narzędzia z fazą skrawania przystosowaną do dna.
W gwintach zewnętrznych istotna jest średnica podgwintowa, podparcie detalu i sztywność układu. Toczenie umożliwia korekty promieniowe i kompensację zużycia płytki, a walcowanie wymaga zachowania tolerancji średnicy przed obróbką oraz wysokiej koncentryczności.
Parametry procesu i kontrola jakości – praktyczne wskazówki
Dobieraj prędkość skrawania do materiału i powłoki narzędzia; w stali nierdzewnej redukuj prędkości, zwiększ chłodzenie i unikaj tarcia na sucho. Posuw na obrót/skok musi odpowiadać dokładnie skokowi gwintu; w CNC używaj cykli synchronizowanych (G76, G32/G33, cykle frezowania helikalnego).
Stosuj chłodzenie wysokociśnieniowe przy głębokich otworach i lepkich materiałach. W plastycznym gwintowaniu kluczowy jest dobór smaru i kontrola temperatury. Po obróbce weryfikuj średnicę podziałową pierścieniami/kołami GO/NO GO, chropowatość i zgodność profilu z normą (np. ISO 965, ASME B1). Dokumentuj zużycie narzędzi i wprowadzaj korekty kompensacyjne.
Zastosowania przemysłowe: od motoryzacji po energetykę
W motoryzacji gwinty trafiają do śrub, szpilek, gniazd w obudowach i czujnikach – często formowane plastycznie dla wyższej trwałości zmęczeniowej. Lotnictwo wymaga stabilnych tolerancji i materiałów odpornych na korozję; częste są strategie frezowania dla elementów cienkościennych. Energetyka i przemysł ciężki wykorzystują duże gwinty zewnętrzne toczone lub walcowane na wałach, kołnierzach i konstrukcjach stalowych, gdzie liczy się powtarzalność i nośność połączeń.
W sektorze ogólnym i w lekkich konstrukcjach stalowych istotna jest elastyczność – tu dobrze sprawdza się frezowanie dla części o niestandardowych wymiarach oraz gwintowniki wygniatające w produkcji seryjnej łączników bezwiórowych. W zastosowaniach o wysokich wymaganiach szczelności (armatura) preferuje się dokładną kontrolę profilu i chropowatości.
Jak wybrać optymalną technologię gwintowania w firmie produkcyjnej
Jeśli priorytetem jest wytrzymałość i żywotność połączenia – rozważ walcowanie lub wygniatanie. Gdy potrzebujesz uniwersalności i krótkich przezbrojeń – wybierz frezowanie gwintów jedną głowicą/frezem dla wielu średnic. Dla dużych średnic i gwintów specjalnych najbardziej przewidywalne będzie toczenie na CNC z korektą geometrii. W utrzymaniu ruchu i małych partiach opłacają się gwintowniki i narzynki dobrej klasy.
Kluczowe jest dopasowanie narzędzia i parametrów do materiału oraz wdrożenie standardów pomiarowych. Integracja z CAM i cyklami maszynowymi ogranicza błędy ludzkie, skraca czas rozruchu i pozwala stabilnie osiągać wymagane tolerancje.
Wsparcie technologiczne i narzędzia dla przemysłu
Jako dystrybutor narzędzi skrawających i rozwiązań procesowych dla motoryzacji, lotnictwa, energetyki oraz przemysłu ciężkiego i ogólnego, wspieramy dobór frezów, płytek do toczenia gwintów, gwintowników (skrawających i wygniatających) oraz systemów do walcowania. Dostarczamy programy parametryczne, integrujemy cykle gwintowania na maszynach CNC, a także wdrażamy stabilne procesy pod serie małe i duże. Zobacz ofertę: obróbka gwintów.
Krótka lista kontrolna doboru technologii
- Wymagania: tolerancja, klasa chropowatości, nośność połączenia, skala produkcji.
- Materiał: skrawalność, plastyczność, twardość po obróbce cieplnej.
- Metoda: nacinanie (toczenie/frezowanie) czy plastyczna (walcowanie/wygniatanie).
- Narzędzie: geometria, powłoka, chłodzenie przez narzędzie, oprawki kompensacyjne.
- Kontrola: pierścienie/koła pomiarowe, SPC, korekty narzędziowe w CNC.
Najczęstsze błędy i jak ich uniknąć
Nieprawidłowy otwór wstępny prowadzi do przepełnienia materiału i zatarć (wygniatanie) lub słabej nośności (nacinanie). Zbyt małe chłodzenie powoduje narost i wyrywanie krawędzi, a brak synchronizacji skoku w CNC – błędy profilu. Pomijanie pomiaru średnicy podziałowej skutkuje problemami montażowymi mimo poprawnego wyglądu gwintu. Stosuj zalecenia producenta narzędzi, kontroluj media chłodząco-smarujące i prowadź karty zużycia.
Polecane artykuły

Najczęstsze błędy podczas rozwodu – jak ich uniknąć zgodnie z prawem
Najczęstsze błędy podczas rozwodu wynikają z braku przygotowania, działania pod wpływem emocji i pomijania formalności. Aby ich uniknąć zgodnie z prawem, od razu zadbaj o dokumenty, przemyślane decyzje finansowe, neutralne zachowanie wobec dzieci oraz poprawne uzasadnienie pozwu. Poniżej znajdziesz
Egzekucja długów – jak wygląda proces i jakie są prawa wierzyciela oraz dłużnika
Egzekucja długów w Polsce przebiega według ściśle określonych przepisów. W skrócie: wierzyciel uzyskuje tytuł wykonawczy, składa wniosek o egzekucję, a komornik – działając jako organ władzy publicznej przy sądzie rejonowym – prowadzi czynności zmierzające do ściągnięcia należności z majątku dłużnik